您的位置:网站首页 > 电工技术 > 正文
直流电动机整流子的检修工艺要求
文章导读:直流电动机整流子的检修工艺要求具体内容是:直流电动机整流子的检修工艺应符合以下要求:1检查整流子表面应清洁,无黑斑,若在运行中不冒火花应保持其表面氧化膜不受损坏。2整流子表面应为圆柱形,若表面不光滑可用#00玻璃砂纸打磨(不能用金刚砂纸),打磨后应…
作者:来源: 日期:2014-04-03 15:14:52 人气:标签:
直流电动机整流子的检修工艺应符合以下要求:
1 检查整流子表面应清洁,无黑斑,若在运行中不冒火花应保持其表面氧化膜不受损坏。
2 整流子表面应为圆柱形,若表面不光滑可用#00玻璃砂纸打磨(不能用金刚砂纸),打磨后应吹净碎屑。
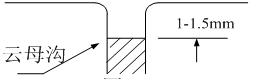
3 整流片间云母沟深1-1.5毫米,整流子与线圈焊接处无过热松动,脱焊等现象。
4 整流子的偏心应不大于0.05毫米(对3000转/分),0.07毫米(对1500转/分)。
5 若整流子表面起伏不平大于0.5-1.0毫米并因此引起火花则须进行车削,车削速度不大于90转/分,进刀时一般不大于0.1毫米。整流子表面车削后,必须抛光和清除毛刺。
整流片间云母沟应按图示要求:
【看看这篇文章在百度的收录情况】
1 检查整流子表面应清洁,无黑斑,若在运行中不冒火花应保持其表面氧化膜不受损坏。
2 整流子表面应为圆柱形,若表面不光滑可用#00玻璃砂纸打磨(不能用金刚砂纸),打磨后应吹净碎屑。
3 整流片间云母沟深1-1.5毫米,整流子与线圈焊接处无过热松动,脱焊等现象。
4 整流子的偏心应不大于0.05毫米(对3000转/分),0.07毫米(对1500转/分)。
5 若整流子表面起伏不平大于0.5-1.0毫米并因此引起火花则须进行车削,车削速度不大于90转/分,进刀时一般不大于0.1毫米。整流子表面车削后,必须抛光和清除毛刺。
整流片间云母沟应按图示要求:
6 测量整流子片间直流电阻,其最大值之差与最小值之比不大于10%。
【看看这篇文章在百度的收录情况】
相关文章
- 上一篇: 直流电机转子检修时的检查项目
- 下一篇: 交流电动机定子检修工艺与质量标准









